






皮秒激光器切割手机玻璃
作者:
来源:
发布时间:
2020-09-10
智能手机普遍采用触摸显示屏作为用户操作界面,典型的触摸显示屏使用四块玻璃来分别实现容纳薄膜晶体管和液晶材料,触摸功能和钢化玻璃盖板的功能;同时无线充电和5G通讯技术的发展,促使智能手机背板也采用玻璃来改善信号传输质量,直接拉动了显示行业对新型玻璃的需求。
传统玻璃切割技术采用金刚石或合金在玻璃上划出微槽,在微槽两侧施加外力使玻璃向厚度方向延展,形成纵向裂缝来实现切断,能满足传统玻璃的加工要求。近十几年来,信息显示行业推动新型玻璃的进步,向轻薄化和优秀抗损性能的方向发展。特别是硬化玻璃的广泛应用,传统切割技术的优化空间开始趋窄,为达到高精度切割,通常需增加研磨和抛光的额外工作量,降低了生产效率,因此显示行业对玻璃切割精度、效率和内损伤的综合性能提出更高要求。
玻璃激光切割是一项易于控制的非接触式的少污染技术,为客户带来极大便利;同时在高速切割下能保证边缘整齐、垂直性佳和内损伤低的优势,正成为玻璃切割行业的新型解决方案。尤其是高精度切割,皮秒级超快激光器因极窄的脉宽而展现出极大的优势,利用低热能扩散的特点,在热传导到周边材料前完成材料打断,在脆性材料切割中表现出良好的效果。
基本加工原理
激光切割效果与材料对波长的吸收深度有关系,根据吸光深度分为表面吸收和体吸收。在图1所示的第四代康宁大猩猩玻璃的吸收光谱中,对1064nm波长的光透过率>92.1%,因此皮秒级超快激光切割铝硅酸盐玻璃,必须利用材料的体吸收。
同时玻璃属于宽带隙电介质材料,超快激光具有诱导其自身进行多光子吸收的能力。如图2所示传统光吸收指单光子能量超过材料带隙,材料吸收单光子,进而激发电子进行价带-导带跃迁。超快激光具有极高的峰值功率密度,即使单光子能量低于材料带隙,利用多光子吸收也可实现电子价带-导带跃迁。皮秒级超快激光辐射光子,材料进行多光子吸收产生导带电子,处在高能级的电子在材料运动中发射声子,并把所吸收能量转移至晶格,晶格经历能量沉积造成材料熔化或机械破坏,实现高质量的微加工。
超快激光通过透镜聚焦获得um级光束,具有高峰值功率密度。如图3所示,光束作用在玻璃材料上时,光束中心光强比边缘低,带来材料中心折射率比边缘变化大,光束中心传播速度比边缘慢,光束出现非线性光学克尔效应来产生自聚焦,继续提升功率密度。直到在某阈值材料产生低密度等离子体,降低材料中心折射率,实现光束散焦。在实际切割玻璃中,优化聚焦系统及焦距,可实现重复性聚焦/散焦过程,形成稳定穿孔。
传统超快激光切割是利用振镜来控制激光束,熔化、汽化或产生热应力来切割材料,该方法切割厚玻璃增加Z轴升降实施分层切断。目前成丝切割是一种可行的工艺,激光行业均具有成熟解决方案,在显示行业内已进行广泛的应用。如图4所示,当超快激光束通过玻璃材料传播时,同时存在克尔自聚焦和等离子体散焦,光束在两者动态平衡中能实现长距离传播,在材料中形成微米级的丝孔,这种丝孔在玻璃中能延展几毫米的深度。直线电机控制玻璃工件相对于激光束进行运动来生成等间距的众多丝孔,通过优化丝孔间距产生沿直径方向的微裂纹。对存在微裂纹的玻璃施加外力,增加微裂纹处的应力,使玻璃沿微裂纹断裂,达到切断的目的。
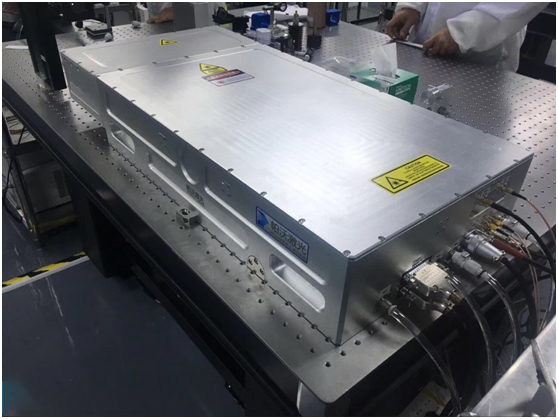
第四代康宁大猩猩,铝硅酸盐玻璃,厚度为0.9mm,密度为2.42g/cm3,维氏硬度为596kgf/mm2,断裂韧性达到0.67MPam0.5。如图,5所示,采用的30w红外皮秒激光器,整个系统基于主振荡功率放大结构,能提供高能量激光脉冲且激光脉冲宽度小于13ps,优化的Burst Mode功能,可实现脉冲串编辑功能,以实现更多工艺选择。
上一页
下一页
上一页
下一页
相关资讯
2025/12/18
2025/12/11
2025/12/04
2025/11/27
为您提供专业的一站式解决方案!
我们具备丰富的焊接, 激光应用工程经验,拥有完善的设计,制造,开发,售后团队。
竭力将公司打造成为优秀的高新技术企业,为提高中国高端装备水平贡献一份力量。





